Лопатки турбины
Рабочие лопатки являются ответственнейшими деталями, поломка которых почти неминуемо влечет за собой серьезную аварию турбины. Работа лопаток протекает в очень тяжелых условиях (высокая и переменная температура, переменное действие струи пара, действие центробежной силы и т. д.); поэтому к конструкции лопаток, материалу, изготовлению и монтажу их предъявляются особо высокие требования.
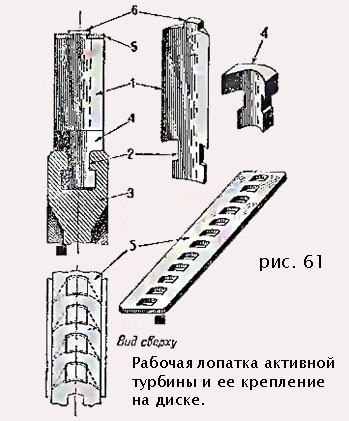
Лопатка обычного типа состоит из рабочей части 1 (рис. 61) и хвоста (ножки), который вставляется в паз соответствующей формы, проточенный в ободе диска 3. Между хвостами соседних лопаток в паз закладываются промежуточные тела 4, устанавливающие точное расстояние между лопатками и фиксирующие положение лопаток в пазу. Для того чтобы придать лопаточному венцу достаточную жесткость, лопатки связывают друг с другом посредством ленточного бандажа 5; он же способствует уменьшению утечек пара мимо рабочих лопаток. Для закрепления бандажа служат шипы 6, входящие в соответствующие им отверстия в бандаже; после установки бандажа шипы расклепывают, а иногда соединение еще пропаивают серебряным припоем. Бандаж разрезают на несколько частей, оставляя между ними зазоры величиной 1-2 мм для свободного температурного удлинения.
Задняя (выпуклая) сторона лопатки называется спинкой; кромка со стороны входа пара называется входной, а со стороны выхода пара - выходной кромкой лопатки.
Вместо ленточного бандажа нередко применяют проволочный, скрепляя (прошивая) лопатки группами по 6-20 шт стальной или латунной проволокой, пропущенной сквозь отверстия в лопатках и припаянной серебряным припоем.
Материал бандажей должен быть выбран с большой осмотрительностью; многие материалы не выдерживают пробивания дыр для расклепываемых шипов лопаток, и в уголках этих дыр образуются тончайшие трещины, которые в эксплуатации увеличиваются и могут привести к разрыву бандажа.
В свою очередь шипы лопаток при неумелом расклепывании также могут служить причиной отрыва бандажа, так как материал шипа от наклепа становится более хрупким и в углах легко могут возникнуть трещины, после чего шип отламывается от лопатки.
Чаще всего бандажные ленты изготовляют из 5%-ной никелевой стали или из нержавеющей стали.
Проволочные и ленточные бандажи, припаиваемые к лопаткам, делаются хрупкими от перегревания при пайке, так же как сильно нагретые места лопаток, вследствие чего нужно пользоваться только не очень тугоплавкими припоями и не нагревать спаиваемые места больше, чем необходимо; несколько употребительных рецептов припоев мы даем ниже.
| Медь, % | Цинк, % | Серебро, % | Температура плавления,о С |
| 40 | 35 | 25 | 765 |
| 30 | 25 | 45 | 720 |
При пайке применяется флюс состава: фтористый калий водный 60%, борная кислота 40% или фтористый калий безводный 43%, борная кислота 57%.
Лопатки изготавливают штамповкой ил листового материала или же фрезерованием из целого куска металла или из соответствующего светлокатаного профиля. Лопатки современных турбин выполняют обычно из нержавеющей или, реже, никелевой стали. Лопатки реактивных турбин старых конструкций, работающие при низких температурах пара и невысоких окружных скоростях, часто выполняли из латуни или при повышенных температурах из монель-металла, удовлетворительно переносящего действие высоких температур, не ржавеющего и имеющего хорошие механические качества.
Длины лопаток в современных турбинах применяются от 5 до 1050 мм (лопатки последней ступени турбины).
Для обеспечения безударного входа пара на лопатку по всей ее высоте приходится учитывать увеличение окружной скорости от хвоста лопатки к периферии, а также влияние центробежной силы, отжимающей частицы пара к периферии лопаточного венца. Условия безударного входа требуют постепенного увеличения входного угла лопатки от хвоста к вершине, то есть, иными словами, закрутки лопаток.
Лопатки, спроектированные для безударного входа пара по всей их высоте, называются винтовыми. Такие лопатки применяются главным образом в последних ступенях мощных современных турбин.
Наиболее напряженным местом лопатки, чаще всего подвергающимся излому, является ее хвост. Для того чтобы повысить прочность лопаток турбины, их часто выполняют с утолщенными хвостами, играющими одновременно роль промежуточных тел. Такие лопатки показаны на (рис. 68); они имеют еще ту особенность, что функции бандажа выполняет загнутый конец, упирающийся в соседнюю лопатку, что создает достаточно жесткую систему.

Лопатки реактивных турбин вводят хвостами в пазы, проточенные в теле барабана ротора. Промежуточные тела, если они имеются, после установки подчеканивают. В некоторых случаях лопатки имеют в нижней части уступы, которые заходят под промежуточные тела; этим лопатки удерживаются от вылетания из паза при работе.
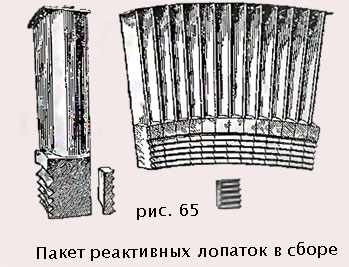
Иногда лопатки вставляют в пазы не по одной, а целыми заранее собранными пакетами-секциями (рис. 65)
Лопатки активных турбин чаще всего имеют хвосты в виде перевернутой буквы Т (рис. 61), входящие в выточку (паз) той же формы по окружности диска турбины. Хвост лопатки заводится в выточку через уширение , в которое затем вставляется специальный замок .
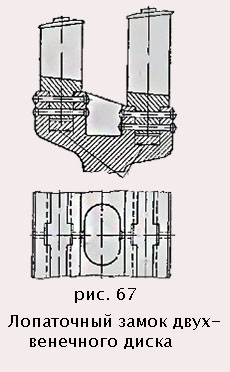
На (рис. 67) изображены замки для двухвенечных дисков турбин ЛМЗ, закрепленных заклепками из хромомолбденовой стали
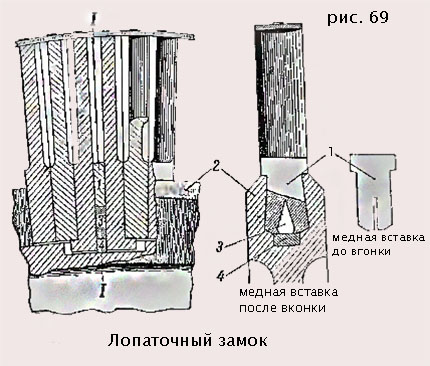
На (рис. 69) показан замок с расклинкой; медный вкладыш 1, прорезанный посредине, загоняется в уширение выточки диска 2, в которое заранее вставлены замковые лопатки, подкладка 4 и клин 3. Вкладыш раздвигается клином, входящим в него, и заполняет всю расширяющуюся книзу выточку. Очевидно, что соединение это неразборное, и для удаления замка вкладыш нужно вырубать.
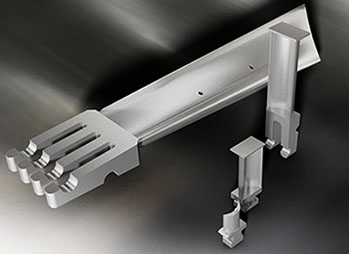
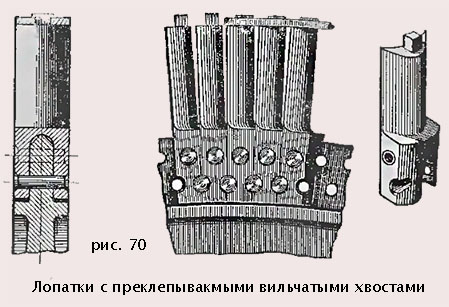
Некоторые заводы предпочитают приклепывать лопатки к диску, для чего лопатки выполняют с так называемым вильчатым хвостом (рис. 70), сделанными заодно с промежуточным телом. Каждая лопатка крепится несколькими точно пригнанными заклепками; способ этот дает возможность сменить поврежденную лопатку или пакет лопаток, связанных бандажом, нет трогая остальных, что можно рассматривать как некоторое преимущество при ремонтных работах.
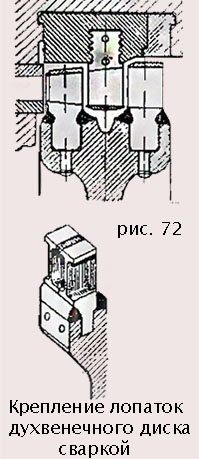
В настоящее время некоторые заводы применяют сварку для крепления лопаток первых ступеней турбин высокого давления. При этом лопатки не только привариваются к диску с двух сторон, но и свариваются попарно (рис. 72).
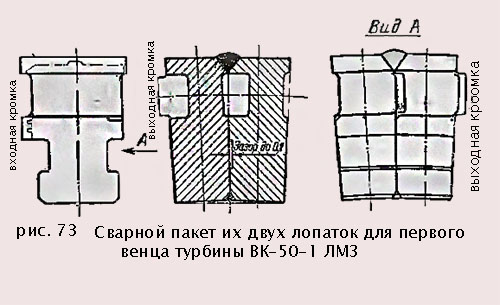
На двухвенечных дисках новых турбин высокого давления применяют папарную сварку лопаток внизу хвоста и по бандажу, изготовленному заодно с лопатками, что значительнго увеличило прочность лопаточного аппарата, но посадка на диск оставлена прежняя (рис. 73)
При частичном или полном перелопачивании диска турбины нужно иметь в виду, что при изготовлении на заводе лопатки получаются не точно одинаковых размеров, а следовательно, и различного веса. Поэтому, для того чтобы после облопачивания получить уравновешенный диск, нужно взвесить перед облопачиванием каждую лопатку и подобрать из них группы одинакового веса, которые и устанавливать с диаметрально противоположных сторон диска. Лопатки, имеющие слишком большое отклонение от нормального веса, должны быть отбракованы. Несоблюдение этого требования затрудняет балансировку диска после облопачивания.